3D-utskriftsteknologi har kommet på vei på kort tid, og mens FFF (Fused Filament fabrication) fremdeles er det mest populære formatet, er det andre teknologier.
SLA eller stereolitografi, for sitt fulle navn, er en form for 3D-utskrift som bruker en flytende harpiks i stedet for en solid filament. Et UV-lys fra skrivehodet blir projisert inn i harpiksen og herder det lag-for-lag, når overflødig harpiks er ferdig vasket og trykket igjen for å herde.
Som du kan forestille deg, det er rikelig med rom for rot, men de resulterende utskriftene er vanligvis intet mindre enn utrolige.
SL1 er en MSLA 3D-skriver, en variant av SLA-teknologien.
I stedet for et skrivehode som beveger seg fra et sted til et annet, bruker det en LCD-skjerm med høy oppløsning som viser en maske. deretter projiserer et UV LED-panel lys gjennom masken for å eksponere og herde harpiksen.
Ettersom hvert lag blir eksponert på en gang, er utskriftsprosessen langt raskere enn den samme oppløsningen som er skrevet ut på en FFF eller standard SLA-skriver. Dette gjør det mer beslektet med en DLP-skriverteknikk.
Så hvorfor velge SL1 MSLA-skriveren fremfor MK3s FFF-skriveren?
- Du kan kjøpe Original PRUSA SL1 her
De originale PRUSA i3 MK3-er er en arbeidshest og tilgivende, ypperlig til funksjonelle deler, modeller, prototyper og får 3D-utskriftsteknologi.
Original PRUSA SL1 er mer raffinert, mindre tilgivende, men kvaliteten er så nær som du kommer til sprøytestøping, og er derfor foretrukket av juvelerere, modellerere og tannleger på grunn av den detaljerte, holdbare finishen av høy kvalitet.
FFF-utskrift er en enkel og pålitelig 3D-utskriftsløsning, det er lite rot og du kan skrive ut i skala, det er også veldig tilgivende.
SLA, på den annen side, er generelt begrenset av små utskriftsområder og trenger mer tid i forberedelsene og finishen. Du får imidlertid et bedre trykk i visuell kvalitet.
Som du kan forestille deg med lys og lasere, er SLA-teknologien mer avansert enn FFF, mindre tilgjengelig og vanligvis langt dyrere.
Det er her Prusa Research er fokusert, og gjør det samme for SLA 3D-utskrift som de har gjort for FFF, og alt under Open Source-banneret.
Original PRUSA SL1 er åpen kildekode, og du har valget mellom å bygge ditt eget fra bunnen av, sette sammen settet eller kjøpe et fagmessig forhåndsbygget av Prusa Research.
(Bildekreditt: Ali Jennings)
Design
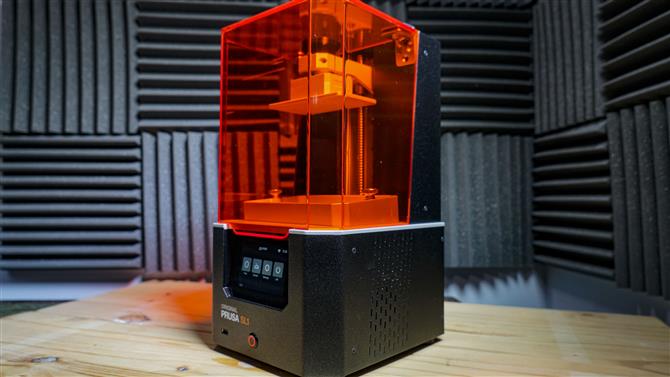
Original Prusa SL1 er en av de enhetene som har en øyeblikkelig magnetisk appell. Så snart noen går inn på verkstedet, sjekker de ut den smale, svarte og oransje boksen.
Estetisk ser det den forretningsmessige, store gjennomsiktige oransje døren ut som åpnes for å avsløre bygningsplaten og harpiksbeholderen.

(Bildekreditt: Ali Jennings)
På basen er en stor LCD berøringsskjerm som lar deg navigere innstillinger raskt. Her er det ingenting som ser åpen åpen kildekode, dette føles som et skikkelig kommersielt produkt.
Den kvaliteten og presisjonen oppsummerer designen og byggingen av SL1, den er solid og må være for å produsere SLA-utskrifter, da i motsetning til FFF-utskrift er det veldig liten feilmargin.
Fra UV-beskyttende oransje dør til den industrielle blyskruen, massivt metallbeholder og byggeplaten, føles SL1 øyeblikkelig en på mange andre SLA-skrivere som jeg har sett på.

(Bildekreditt: Ali Jennings)
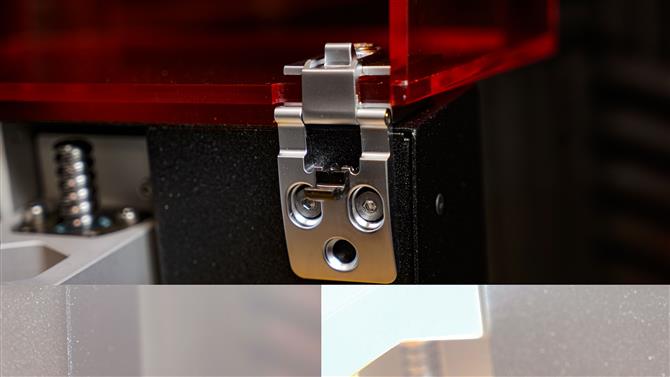
Ta en nærmere titt, så kan du se de små hintene som skriveren har føttene godt basert i Open Source. Festehåndtaket på byggeplaten er 3D-trykt.
Det er noen få andre 3D-trykte deler på maskinen, for eksempel dekselet, blåseviftekanalen og berøringsskjermrammen, et lite nikk til Open-Source-samfunnet, og bare fortelle deg at du kan bygge det hvis du ville.
Det er interessant at den 3D-trykte delen er skrevet ut med en FFF-skriver i stedet for SLA. De eneste grunnene til at jeg kan tenke på dette er at det er billigere å produsere, og hvis trykt av SL1 er det ikke sikkert at du er klar over at delen ble 3D-printet.
Et aspekt av SL1 som umiddelbart skiller seg ut er størrelse og vekt. Dette er på ingen måte en stor maskin, og det lille fotavtrykket er ideelt for plassering i et verksted.
Selv om skriveren er kompakt, har den en god vekt på den, og en stabil overflate eller et bord er det beste alternativet. Selv om skriveren er i drift, er den stille og vibrerer ikke eller vingler i det samme som en FFF-skriver.
I motsetning til FFF-skrivere, gir ingen materialalternativer deg muligheten til å bruke denne skriveren på et lite trangt sted uten at røykene kommer til deg. Av natur SLA-utskrift er det mer industrielt, og et anstendig verksted er det beste alternativet eller i det minste et veldig godt ventilert rom. Takket være filterenheten kan du feste en slange og lede alle røykene til det ytre rommet.

(Bildekreditt: Ali Jennings)
Tilkobling kan være en ekte 3D-utskriftshodepine, men her har Prusa Research valgt alle typer tilkoblinger som går, Wi-Fi, Nettverk og USB.

(Bildekreditt: Ali Jennings)
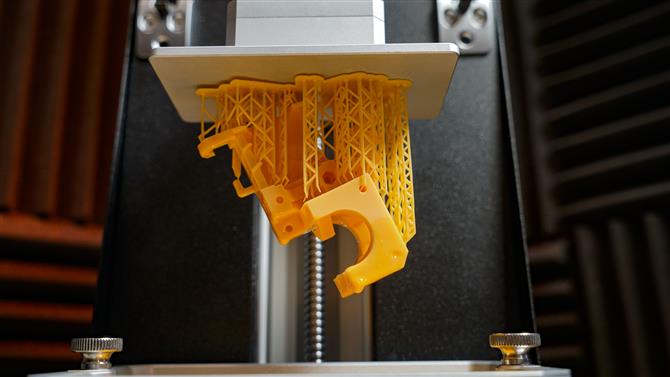
Brukervennlighet har blitt nøye vurdert og åpnet døren; kan du se at byggeplaten lett kan tas av når utskriften er ferdig.
Denne funksjonen er viktig på grunn av etterbehandlingsprosessen som er nødvendig med SLA-utskrifter.
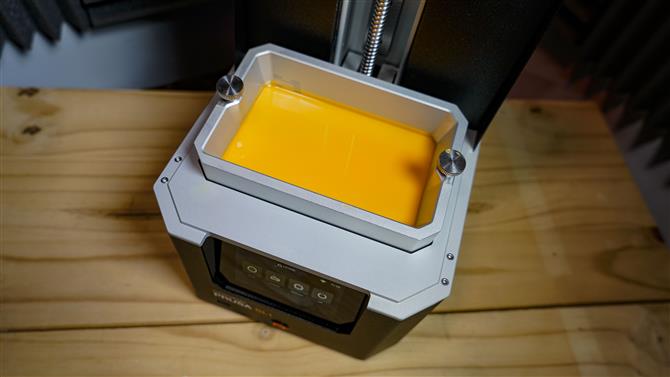
Så er det bolten i tanken, selve tanken er solid og laget for å vare, men den forgjengelige filmbunnen som uunngåelig vil forringes over tid, kan byttes ut.
Det er mye å si for designetikken til Prusa Research som sørger for at disse delene kan brukes.
Funksjoner
Når det gjelder funksjoner, kan du se forskjellen mellom SLA- og FFF 3D-skrivere. SLA vil uunngåelig ha en langt mindre utskriftsplattform og byggeområde enn FFF, men utskriftsoppløsningen vil være langt høyere.
La oss se på hovedfunksjonene:
Eksponeringsmetoden eller MSLA-systemet bruker en LCD-skjerm for å vise en maske og en UV-LED for å kurere harpiksen. LCD-skjermen er en 5,5-tommers med en oppløsning på 2560x1440p, Quad HD eller Wide QHD, og har en fast XY-oppløsning på 0,047 mm (47um).
Det tar rundt 6 sekunder å eksponere hvert lag uansett størrelse på utskriften, da det eksponerer hele laget på en gang. UV-bølgelengde er 405 nm, og lysintensiteten er ca 990 mW / m2.
Kuleskruen Z-aksen, som ser utrolig robust ut, drives av Trinamic stepper-drivere, noe som muliggjør en minimum laghøyde på 0,01 mm, motorene er også utrolig stille. Selv om Prusa Research oppgir at det normale brukbare området for en standard bruker er mellom 0,025 og 0,1 mm per lag.
(Bildekreditt: Ali Jennings)
Utskriftsområdet til en SLA-skriver er generelt langt mindre enn for en FFF-skriver, og her har SL1 et område på 120x68x150mm. Dette høres kanskje ikke stort ut, men i SLA-verdenen er det OK, men er fremdeles på den lille siden.
Harpiks kan lide av alle slags problemer; å teste en hvilken som helst SLA-skriver vil fremheve nesten alle på veldig kort tid. Skriver ut som holder seg til eksponeringsoverflaten i stedet for å bygge plattformen, herdede biter av harpiks flyter rundt og så listen fortsetter.
Ulike produsenter har kommet med forskjellige løsninger, og her har Prusa gått for en unik vippetank.
Det er en anstendig tilnærming og holder harpiksen til å bevege seg gjennom utskriftsprosessen; Det er også langt raskere enn viskearmer og noen andre metoder som andre produsenter bruker.
(Bildekreditt: Ali Jennings)
Når det gjelder harpiksnivåer du legger til harpiks for hånd før utskriften, er det ingen rør eller reservoarer å fylle. Harpiksnivået måles av en sensor gjemt bort i utskriftsplattformen.
Dette måler volumet av harpiks i tanken og sikrer at det er nok harpiks til å fullføre jobben. Hvis harpiksen er under ønsket mengde, vises en advarsel på LCD-skjermen foran.
En annen skiller seg ut i tanken er den gjennomsiktige FEP-filmen på basen. Dette kan erstattes når filmen begynner å misfarges eller blir skadet.
(Bildekreditt: Ali Jennings)
For å gjøre dette kan boltene som holder den på plass fjernes og en ny FEP-film kan plasseres i. Prosessen er enkel og tar omtrent 10 minutter å fullføre.
SL1 er heller ikke bundet til proprietære harpikser og er kompatibel med UV-sensitiv flytende harpiks.
Byggeplattformen er, som med mye av konstruksjonen, solid metall og har et par funksjoner som hjelper til med enkel kalibrering og fjerning av utskrifter.
En kuleledd kobler hovedarmen til byggeplattformen, og denne frigjøres for fri bevegelse under den trinnvise kalibreringsprosessen. Det er også en utløserknapp på toppen som gjør at plattformen kan gli ut når utskriften er fullført.
For meg er lukten et av de viktigste problemene med SLA-utskrift, bortsett fra å håndtere harpiksen. Hele prosessen avgir avgasser, men det er mulig å feste en slange til filterenheten og før den inn til en avtrekker..
Imidlertid er det noen få designelementer som hjelper med avtrekksspørsmålet. Et lokk dekker hovedutskriftsområdet som inneholder noen av røykene, og det er en vifte og filter på baksiden av maskinen. Det hadde vært bra om den bakre avtrekksviften lett hadde mulighet til å koble seg inn i en avtrekker.
Skriveren er faktisk ganske liten og passer komfortabelt på de fleste overflater, til og med en hylle, og måler på 400x237x225mm.
En stor del av den originale PRUSA SL1 er programvaren. PrusaSlicer har vokst og utviklet seg og er nå en formidabel styrke.
SL1 kan kommunisere med programvaren på en rekke måter, fra direkte tilkobling til nettverk, Wi-Fi eller USB.
På fronten av maskinen er kontrollpanelet, og av alle 3D-skrivere som jeg har sett dette er en av de tydeligste og enkleste å bruke.
Innledende instruksjon for oppsett og kalibrering er tydelig og kortfattet, med bilder som kan hjelpe deg når det trengs.

(Bildekreditt: Ali Jennings)
Under utskrift viser det deg fremdriften og gjør det enkelt å sjekke innstillinger og gjøre justeringer av alternativer som eksponering enkelt.
Designet til skriveren og programvaren er veldig smart og glatt.
Oppsett oversikt
Spesifikasjonsark
Dette er de fulle spesifikasjonene for Original PRUSA SL1:
Byggvolum: 120 x 68 x 150 mm
tilkobling: Wi-Fi, nettverk, USB
Størrelse på piksel: 47um i XY akser
Laghøyde: 0,025 til 0,1
Seng: 120 x 68mm
Utskriftsoverflate: 120 × 68 × 150 mm
programvare: PrusaSlicer
materialer: harpiks
Inkludert materiale: 500 ml harpiks
Makt: Global
Når du kjøper en ferdigbygd Prusa, vet du egentlig hva du kommer til å få. Alt er forsiktig montert og testet, det kan være en identisk settversjon som du kan bygge selv, men den forhåndsbygde er satt sammen med omhu og aktsomhet..
Original PRUSA SL1 kommer nesten klar til å gå, du må fjerne emballasjen, det er en guide så snart du åpner esken, og denne 100% guidede tilnærmingen fortsetter når strømmen er slått på.
Prusa overlater ingenting til tilfeldighetene ved feil brukeroppsetting. Det er nesten umulig å ikke følge instruksjonene, og innen fem minutter pakkes SL1 ut, og de få delene som må festes er boltet på plass.
Når maskinen er slått på, er maskinen klar for kalibrering, og som med alle deler av prosessen har Prusa laget en guide for å holde deg igjennom.
Når den er fullført, kan du koble skriveren til PrusaSlicer-programvaren på den valgte metoden.
I denne testen brukte jeg Wi-Fi-tilkoblingen, og konfigurerte dette for å gå gjennom menyen på skriveren, velge Wi-Fi-nettverket, legge til passordet, og det var det.
I PrusaSlicer går du videre til skriverinnstillingene, og SL1 kan bli funnet ved å klikke på bla og deretter angi API-nøkkel / passord.
Den siste delen av skriveroppsettet er å legge til harpiksen som helles direkte i tanken når tanken er boltet på plass.
Fortsett å lese på neste side