Opptreden
Selv om både SLA- og FFF 3D-skrivere kommer inn under banneret for tilvirkningsproduksjon, er teknologiene veldig forskjellige som resultatene.
Begynner med testutskriftene som er forhåndsinstallert i SL1 og hver skrevet ut uten problem. Dette ga en fortrolig om skriveren og var en imponerende start for Prusa SLA-utskrift.
Etter hvert trykk fjernet jeg byggeplattformen og transporterte den over til CW1 og vasket trykket.
(Bildekreditt: Ali Jennings)
CW1 er den skiven som kan kjøpes sammen med SL1, og jeg vil anbefale dette på det sterkeste. Kjøp også IPA på nettet hvis du kan, vasketanken tar over en liter, og dette kan fungere som dyrt.
Dekanter IPA også tilbake i flasker etter bruk, ellers vil den fordampe.
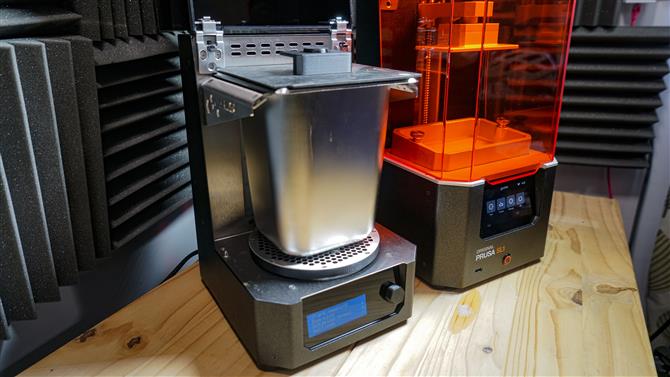
(Bildekreditt: Ali Jennings)
Når byggeplaten er fjernet fra SL1, kan den spaltes inn i platen på CW1.
Etter at jeg med suksess hadde skrevet ut hvert av tre testtrykk, om enn med et lite uhell med tårnet da jeg glemte å stramme den innebygde platen helt, fortsatte jeg å trykke noen få av modellene mine.
De første forsøkene var elendige feil på grunn av å nærme seg PrusaSlicer på samme måte som ved bruk av MK3S.

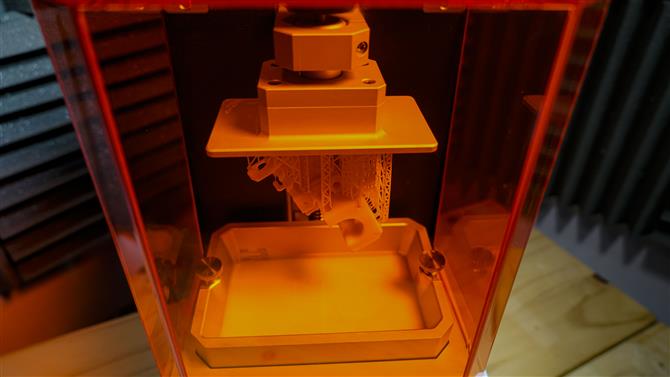
(Bildekreditt: Ali Jennings)
Å legge ned utskrifter flatt på utskriftsplattformen er dårlig praksis på grunn av måten SLA fungerer på. Et stort flatt overflateutsatt og herdet mellom FEP og byggeplaten vil forårsake sug når tanken tipper.
Du kan være heldig, og utskriften vil feste seg til build-plattformen i stedet for FEP-arket. Imidlertid, i mitt tilfelle, etter en times tid trykket tyngdekraften og FEP-arket vant, og jeg endte med et halvt trykt objekt.
Fra og med igjen, denne gangen, etter å ha fulgt instruksjonene i manualen, forberedte jeg modellen og prøvde på nytt.
Denne gangen var trykket mer vellykket, men fremdeles ikke 100%, da det var litt krangel rundt kantene.
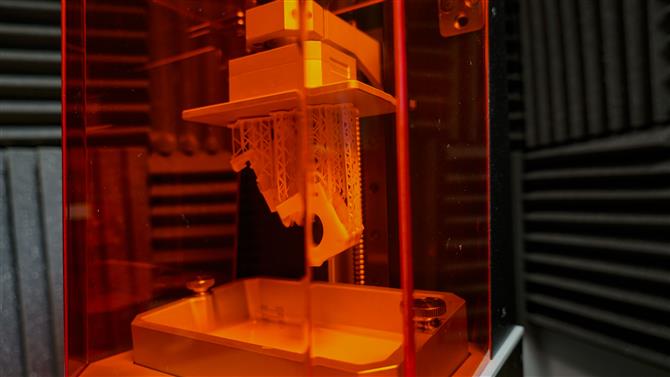
(Bildekreditt: Ali Jennings)
Tilbake til PrusaSlicer og et annet trykk, denne gangen med flere støtter og utskriften ble prøvd igjen. Denne gangen suksess, og hva et trykk.
Støttestrukturen som brukes til SLA-utskrift ser mer organisk ut enn de som brukes i FFF-utskrift. de er også langt mer skjøre og enkle å fjerne. Dette betyr at du kan være litt mer robust med støtteapplikasjonen enn deg med FFF-utskrift.
Forskjellen i kvalitet mellom et SLA og et FFF-trykk er enormt, det er noe mer organisk med den opprinnelige strukturen til modellen, den føles gummiaktig nesten myk å berøre.
Dette skyldes at harpiksen trenger å herde hardt etter rengjørings- og vaskeprosessen.
SLA-utskrift er vanedannende og en bratt læringsprosess sammenlignet med FFF-utskrift. Det er prosedyrer som må følges hvis du skal vise deg et anstendig trykk hver gang.
Hver utskrift må legges ordentlig sammen med PrusaSlicer, og jeg føler at programvaren kan gi deg litt mer hjelp til hvordan du gjør dette.
Auto-plassering av modellen i vinkel med støtter fra begynnelsen av har vært en funksjon i PrusaSlicer siden 2.0, men noe manuell finjustering er nødvendig for noen modeller.
Det er en annen sak som jeg ikke hadde vurdert ved starten av testen, og det er temperaturen.
Det ser ut til at noen deler av verkstedet mitt er betydelig kaldere enn andre. Ved pulten min er det rundt 19ºC, kaldt for noen, men jeg er ganske fornøyd med denne temperaturen.
Over av 3D-skrivere er temperaturen nærmere 15ºC, på denne tiden av året, og SL1 hater kulden.
Det må være minst 18 årºC før den skal trykke, noe som betydde at temperaturen svevde rundt 0ºC utenfor måtte jeg ta på varmeren og øke termostaten. Dette skyldes arten av harpiksutskrift i stedet for noe unødvendig med SL1.
Når rommet hadde varmet opp til en akseptabel temperatur, måtte jeg vente på at kjernen i skriveren skulle varme til passende 18ºC også. Dette er ikke noe problem, men noe å være klar over hvis du tenker å beholde og kjøre SLA i en garasje eller utenfor verksted.
(Bildekreditt: Ali Jennings)
Den generelle ytelsen til Original PRUSA SW1 er utmerket, med de fleste feil som kommer ned på brukerfeil når du ikke følger prosedyrene.
Utskrifttidene er raskere med SL1 sammenlignet med MK3-ene når du sammenligner som for lignende oppløsning, men med SL1 skriver du generelt med en langt høyere oppløsning.
Dette betyr at hvis du bruker standardkvaliteten til hver skriver for å skrive ut 3DBenchy, tar SL1-utskrifter med 0,05 mm normal kvalitet rundt fire og en halv time. Den tilsvarende standardinnstillingen på MK3S er 0,15 mm KVALITET MK3, og dette tar litt over to timer.
Standard utskriftstider er betydelig lengre på SL1, men utbetalingen er kvaliteten på disse utskriftene.
Tydeligvis er 0,05 mm langt høyere kvalitet enn 0,15 mm laghøyde, så lignende for lignende oppløsning som begge skrivere er 0,1 mm.
Her tok SL1 rundt to timer mens MK3-ene tok rundt tre.
Da utskriftsprosessen var i gang, var det et par funksjoner som jeg ønsker å se, og de er nært beslektede. Den første er at tanken er metall, bortsett fra basen, noe som betyr at du ikke kan se fremdriften på utskriften før den begynner å vises over toppen av tanken.
Tiden det tar å vises kan være en god time eller mer, så hvis utskriften mislykkes, har du ingen anelse før du kan se bunnen av plattformen.

(Bildekreditt: Ali Jennings)
Print kvalitet
Utskriftskvaliteten er enestående. Jeg har brukt flere SLA-skrivere i det siste og har blitt imponert over kvaliteten, og original PRUSA SL1 direkte sammenlignbar.
Den delikate og intrikate detaljene i testutskriftene som følger med maskinen, fremhever kvaliteten som er mulig.
Å begynne å skrive ut modeller som jeg hadde designet og laget, viste seg å være litt mer utfordrende, og mens det generelle utseendet på delene så utrolig ut, fant jeg nøye ettersyn.
(Bildekreditt: Ali Jennings)
Hovedspørsmålet var snevring av trykkene, dette kunne løses ved å legge til flere støtter. Dette er en del av den bratte læringskurven assosiert med SLA-utskrift. Disse støttene er avgjørende for kvaliteten på den endelige utskriften.
Jeg trykket GoPro-stolpene mine, vrir og roterte hver med PrusaSlicer og økte støttene og putene; etter hvert, etter flere feil, produserte jeg endelig et nøyaktig trykk.
Når utskriften er vasket, kan støttene brytes bort. I motsetning til filamenttrykk, har støttene til harpiks lite eller ikke spor.
Overflaten på den endelige modellen som er skrevet ut i standardkvalitet er enestående, langt overgår den for et trykk fra den beste FFF-skriveren.
Det er først når du ser nøye på, du kan se lagdelingen, et bløtt blikk og du skulle tro at modellen har blitt sprøytestøpt, den er så bra.
En av fordelene ved å bruke harpiks over glødetråd er at lagdefinisjonen er mykere, som bilder; det tilsvarer anti-aliasing som jevner overgangen fra et lag til et annet.
Det er lett å se hvorfor gullsmeder, fine modellprodusenter og tannleger sverger til SLA-skrivere; utskriftene er enestående.
Endelig dom
Original PRUSA SL1 er en enestående skriver, ikke bare for prisen, men for brukervennlighet og kvalitet.
I forhold til andre SLA-skrivere har den den umiddelbare fordelen med pris, den er langt billigere enn mange av rivalene, men det er noe mer.
Enkelheten i designen betyr at det er en viss mengde alkymi i prosessen. Du må måle ut harpiksen, sørge for at ting er rene; det hele er litt gal forsker, men på en god måte.
Å bruke SL1 tar presisjon og tid, det er ingen hastverk med prosessen, sjekking og rengjøring er den eneste måten å oppnå konsistente resultater, og det er liten, om noen feilmargin.
Det er funksjoner som jeg gjerne vil se, for eksempel på en måte å sjekke utskriften gjennom utskriftsprosessen, men ellers er jeg overrasket over kvaliteten og fullstendigheten av Prusa første forsøk på SLA-skrivere.
Det er noen få problemer: utskriftssengen er liten, og du må eksperimentere med støtter for å unngå at modellen deformeres eller sneves.
PrusaSlicer-applikasjonen er omfattende og ser ut til å gjøre store sprang fremover med funksjoner og funksjoner, men hvor det blir, er det tidsestimater fra jeg aner ikke. Noen ganger stemmer disse estimatene oftere ikke.
Det er også litt irriterende at det å bytte mellom MK3s og SL1 i PrusaSlicer-programvaren jeg måtte legge inn SL1-passordet hver gang detaljene ble tørket ut.
Det største problemet jeg hadde med skriveren, var med støttene og å få dem rett i PrusaSlicer. Opprinnelig var problemene med å få modellen plassert riktig slik at den ville feste seg til plattformen og trykke.
Da jeg skrev ut større modeller, var det behov for flere støtter, og det er bare på tide som avslører beste praksis og tilnærming. Det føles at enten skriveren eller den skiveprogramvaren bør gi mer hjelp.
Ved flere anledninger etter vellykket utskrift, ville jeg rengjøre tanken og skifte ut harpiksen og skrive ut igjen, bare for at utskriften ikke klistret til FEP i stedet for støttene.
Å øke antallet støtter er den åpenbare løsningen, men noen ganger klarte ikke støttene selv å holde utskriften.
Prusa foreslår å legge dreneringshull i større utskrifter med nettmikseren, noe jeg gjorde, men dette så ikke ut til å hjelpe.
Med mer plagsomme utskrifter fant jeg at det var løsningen å justere posisjonen og legge til flere støtter.
Reisen til den endelige utskriften er imidlertid relativt rett frem, og etter hvert som jeg ble mer kjent med innstillingene på PrusaSlicer, desto høyere suksessrate og utskriftsnøyaktighet.
SL1 er uten tvil en ypperlig skriver med noen få funksjoner som fremdeles trenger foredling. Imidlertid føles den avgrensningen som om den kan justeres i programvare i stedet for reelle maskinvareendringer på dette tidspunktet.
SLA-utskrift vil ikke være for alle; du må være organisert og villig til å følge prosedyrer for å få gode sammenhengende og nøyaktige utskrifter.
Miljøet for skriveren må være akkurat passe, riktig temperatur, det kan ikke være for kaldt, og du må bruke det i et godt ventilert rom.
Når utskriften er ferdig, må du også rengjøre utskriftene med IPA og deretter vann. Selv etter vask er det den ganske tilfredsstillende prosessen med å fjerne støttene og la modellen bli herdet.
For faff og tid er det imidlertid en stor gevinst, og det er utskriftskvaliteten, som er enestående.
Hvis du er en gullsmed, avanserte modeller, trenger å prototype eller er en tannlege, så er SL1 en flott løsning.
Hvis du bare vil trykke og lage ting og ikke kan bry deg med prosedyre og mulig rot, gå til de originale PRUSA i3 MK3-ene.
- Vi har også trukket frem de beste 3D-skriverne